Einige unserer Arbeiten — darauf sind wir besonders stolz!
Temporäre Prozessdampfanlage für einen Textilbetrieb
Unsere Mitarbeiter haben in einem Textilbetrieb eine temporäre Prozessdampfanlage realisiert. Somit konnte die Produktion ohne Unterbrechung und Ausfall weiterlaufen, während der Hauptdampfkessel ausgetauscht wurde. Die Installation war für einen zeitlich befristet Zeitraum ausgelegt, wurde jedoch als vollwertige industrielle Anlage ausgeführt.
Das Weldingo-Team errichtete eine stählerne Dampfhauptleitung, gespeist von einem externen, mobilen Ölheizkessel, die vorübergehend die Versorgung der bestehenden Werksinstallation übernahm. Der Leistungsumfang umfasste die vollständige Rohrdimensionierung, Vorfertigung, Montage sowie das WIG-Schweißen (Verfahren 141), das standardmäßig bei Anlagen im Hochtemperatur- und Hochdruckbetrieb eingesetzt wird. Bei diesem Projekt arbeiteten ein WIG-Schweißer sowie drei Schlosser, in Übereinstimmung mit den technischen Anforderungen und den geltenden Arbeitsschutz- und Sicherheitsvorschriften (HSE), eng miteinander zusammen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Rohrleitungen
- Textilindustrie
- 4 Mitarbeiter
Holborn Europa Raffinerie
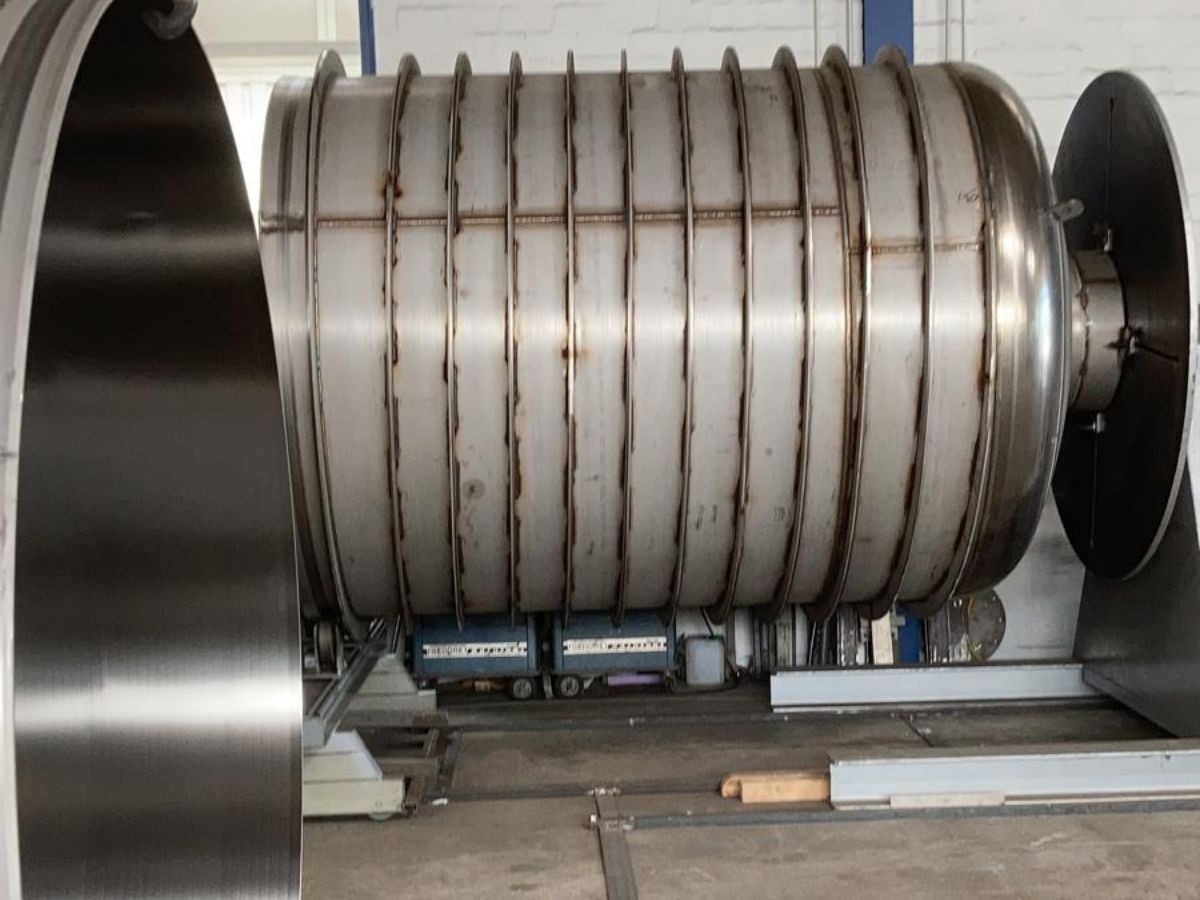
Unser Team war über mehrere Monate mit am Bau der deutschlandweit ersten „grünen Raffinierie“ beteiligt – dem Großprojekt Holborn Europa Raffinierie im Harburger Hafen in Hamburg, das sich über eine Größe von 4,5 Fußballfelder erstreckt. Kompetent, engagiert und mit viel Energie haben wir mehrere überdimensionale Raffinieriebehälter aus Edelstahl gebaut, die Teil der Prozessinfrastruktur dieser modernen Industrieanlage sind.
In unserer Spezialistengruppe für dieses Projekt befanden sich u.a. sechs WIG-Schweißer. Alle Mitarbeiter befassten sich mit der Blechformung, dem Schweißen der Elemente sowie der Endmontage der Behälter. Wir schweißten mit der TIG-Methode (141), wodurch wir höchste Präzision und hochwertige Schweißnähte gewährleisten konnten. Die Montage der dickwandigen Elemente aus Edelstahl, die sich besonders für Hochdruckinstallationen eignen, nahmen wir vor Ort vor (On-site Assembly). Selbstverständlich wurden bei diesem anspruchsvollen Industrieprojekt alle deutschen Qualitätsnormen und Sicherheitsregeln eingehalten.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Behälter
- Chemieindustrie
- 10 Mitarbeiter
Behälterbau in der Medizinbranche
Ein Unternehmen aus der Medizinbranche beauftrage uns mit dem Bau eines Behälters. Ein sehr anspruchsvolles Projekt, an dem mehrere TIG/MIG-Schweißer, Monteure und Schlosser von Weldingo beteiligt waren. Da unser Team aus mehreren unterschiedlichen Spezialisten bestand, konnte jeder Schweißer an einer anderen Komponentenart arbeiten (Kargen, Böden, Stutzen). Die Monteure bereiteten die Elemente vor, schnitten sie zu und richteten sie nach Maßkontrolle aus. Das Projekt konnte dadurch gut vorangetrieben werden.
Wir erstellten die Längs- und Rundnähte (TIG-Einbrand, MIG/MAG-Füll- und Deckraupen) sowohl der Decklage als auch analog dazu diejenigen der Karga (TIG + MIG/MAG). Die Böden wurden mit TIG und MIG/MAG an die Karga angeschweißt. Um die Präzision und die Ästhetik zu verbessern verwendeten wir das TIG-Verfahren, um Stutzen und Flanschen in die Öffnungen anzuschweißen. Für den Heiz- bzw. Kühlmantel schweißten wir Ringe und eine zweite Wand mit Längs‑, Punkt- und Rundschweißen wie bei der Decklage (TIG/MIG). Ebenso wurden Füße, Halterungen und Montageteile mit der TIG-Methode erstellt. Das gesamte Projekt wurde durch unsere Schlosser in der Nachbearbeitung geschliffen, gebeizt und passiviert, sodass ein abgerundetes Gesamtwerk entstanden ist. Dieses wurde selbstverständlich einer Qualitätskontrolle entsprechend der zuständigen Dichtheits- und Normkonformitätsprüfungen unterzogen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
- Behälter
- Medizinindustrie
- 5 Mitarbeiter
Verkleidungen für Abflammgeräte
Für einen besonderen Kunden konnten unsere Mitarbeiter Edelstahlverkleidungen anfertigen. Dabei mussten sie die Geschwindigkeit der MIG/MAG-Methode mit der Präzision des WIG-Schweißens so kombinieren, dass ein hervorragendes Ergebnis entsteht. Hierbei ist sowohl Tempo als auch perfekte Ausführungsqualität von höchster Wichtigkeit. Dies ist uns sehr gut gelungen.
Mit Hilfe der MIG/MAG-Methode konnten, die Edelstahlelemente schnell und einfach in die richtige Position gebracht werden. Anschließend wurden mit WIG präzise, ästhetische und dauerhafte Nähte ausgeführt.
Ihre Erfahrung und das außergewöhnlich präzise Arbeiten beim Schweißen von hitzebeständigem Stahl mit der WIG-Methode kam unseren Mitarbeitern hierbei sehr zu Gute. Von entscheidender Bedeutung war auch eine perfekt vorbereitete Oberfläche, eine stabile Gasabdeckung und die Kontrolle der eingebrachten Wärmemenge, da sich das Material leicht verformen und Spannungen erzeugen kann.
Eine scheinbar einfache Konstruktion, die jedoch den Einsatz erfahrener Schweißer mit vielfältigen Fähigkeiten erforderte.
{kind=link}
- Konstruktionen
- Metallindustrie
- 4 Mitarbeiter